PE100 HDPE Pipe for Water Supply: Corrosion Resistant with 50-Year Lifespan
Product Overview
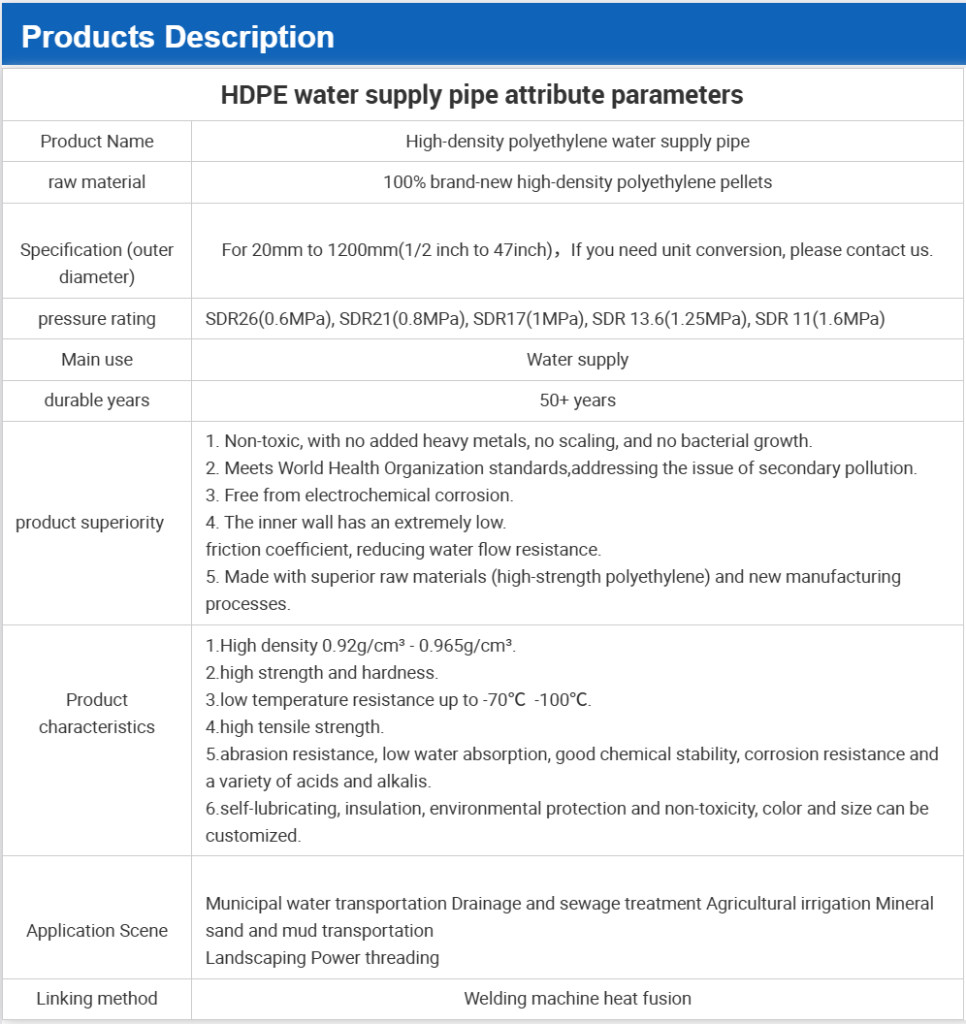
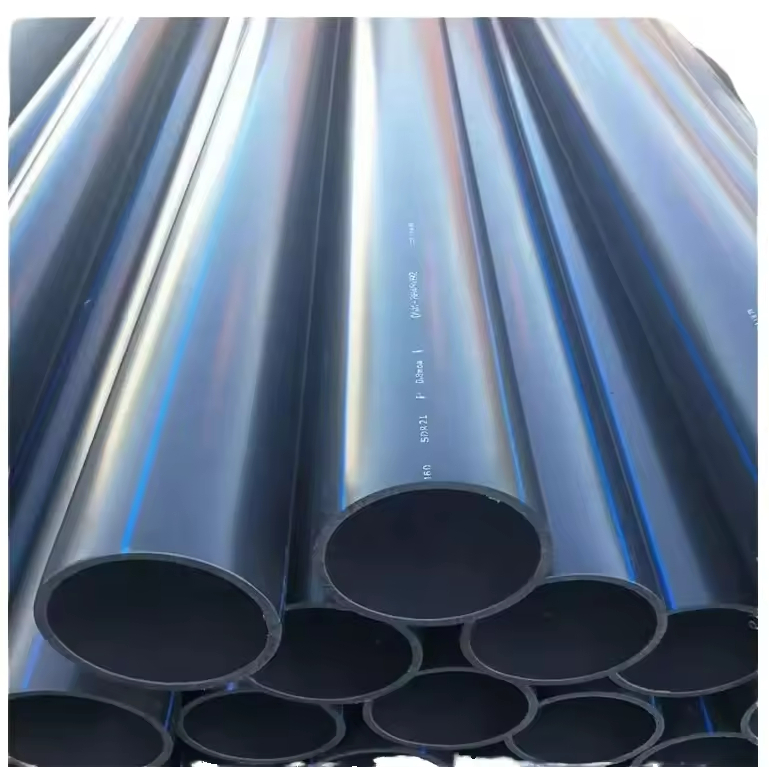
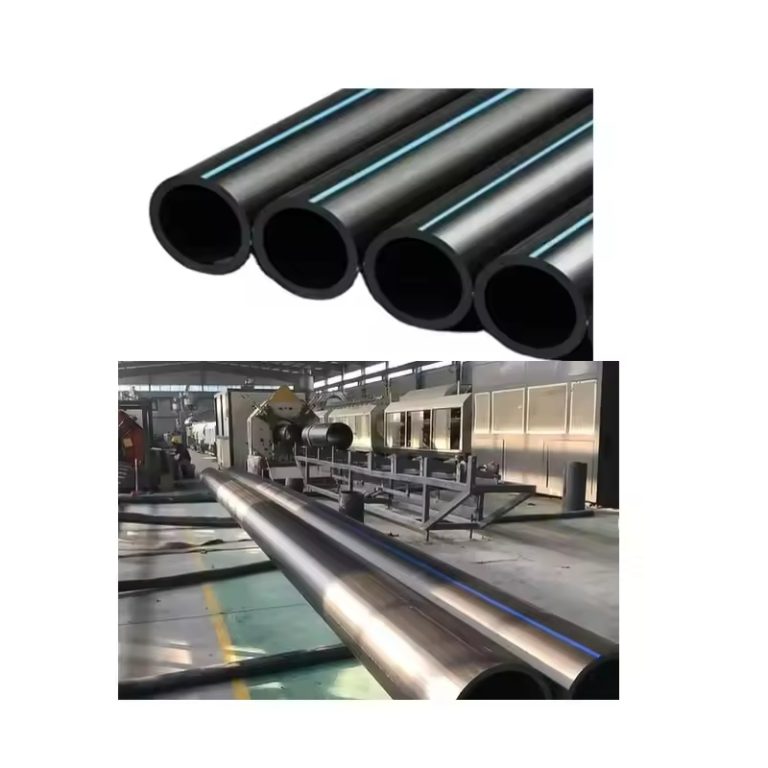
PE100 HDPE (High-Density Polyethylene) pipes are engineered for demanding water supply applications, combining exceptional durability, chemical resistance, and a proven service life of over 50 years
. Manufactured from premium PE100 raw materials, these pipes meet international standards such as ISO 4427, GB/T 13663, and ASTM D3035, ensuring reliability for municipal, industrial, and agricultural water systems.
Key Advantages
-
Superior Corrosion & Chemical Resistance
-
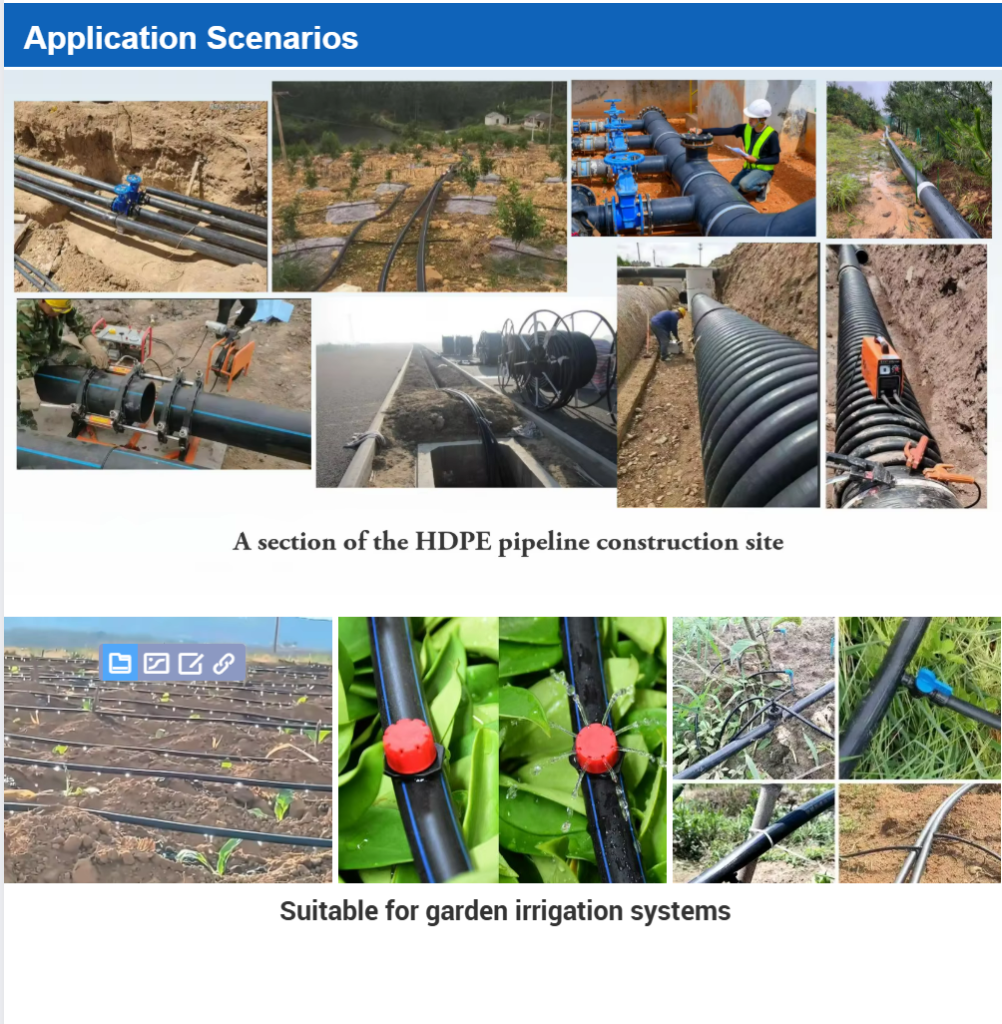
PE100 HDPE pipes resist corrosion from chemicals, acids, and alkalis, making them ideal for aggressive soil environments and industrial wastewater
. They eliminate rust, scaling, and electrochemical degradation, common issues with metal pipes.
-
Long-Term Durability
-
With a 50-year minimum service life, these pipes withstand temperatures from -60°C to 60°C and exhibit high impact resistance, even in seismic zones
. Their resistance to slow crack growth (SCG) and rapid crack propagation (RCP) ensures reliability under pressure fluctuations.
-
Leak-Proof Joints
-
Hydraulic Efficiency
-
The smooth inner surface (Manning coefficient: 0.009) reduces friction, lowering pumping costs by ~30% compared to metal pipes
. This also prevents biofilm buildup, ensuring water purity.
-
Lightweight & Easy Installation